文字描述虽好,但视频更能直观展示曹县【本地】【塑料闸门】,齿耙式清污机真正的源头厂家产品的每一处细节。
以下是:曹县【本地】【塑料闸门】,齿耙式清污机真正的源头厂家的图文介绍

河畔水利机械厂本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨, 是一家专业研究、开发和销售 曹县铸铁闸门、专业性企业,公司产品主要有 曹县铸铁闸门、等系列,品种多,规格全。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系。


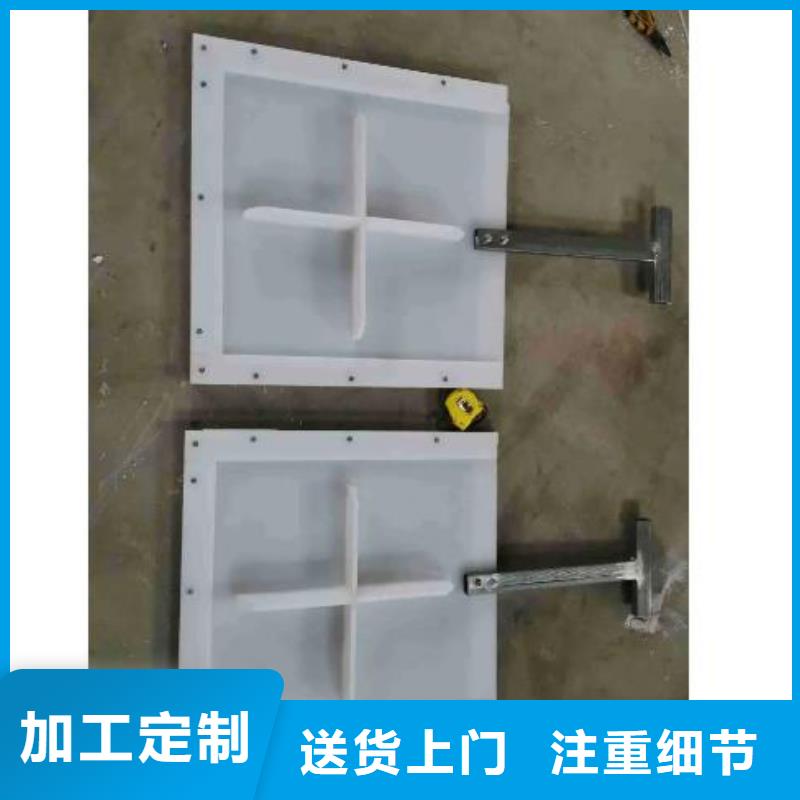
现在人们常见的塑料闸门主要有两种,种是方形的,还有种是圆形的。塑料闸门主要是由门叶和门框两部分组成的,门体和门框的材料都是铸铁的。塑料闸门的门体般是整体的进行加工制造的,门体上般采用金属止水。塑料闸门的门框是塑料闸门和基础之间的个连接构件。塑料闸门的门框主要包括下部门框和上部导轨。下部门框般也是采用整体铸造的加工方式,而导轨是与下部门框整体铸造的。塑料闸门广泛使用于取水输水当塑料闸门的门体开启到高位置时,导轨的顶端是高于门体的水平中心线的。
定要检查各零件是否良好,润滑油是否上足,螺栓有无松动,与其有关技术数据是否相符。安装时,定要保持基础布置平面水平0°
启闭机底座与基础布置平面的接触面积要达到以上,螺杆轴线要垂直于闸台上横梁的水平面,要与闸板吊耳孔吻合垂直,避免螺杆倾斜,造成局部受力而损坏机件。安装后,定要作试运行,作无载荷试验,即让螺杆作两个行程,听其有无异常声响,检测安装是否符合技术要求。作载荷试验,在额定载荷下。螺杆式启闭机安装前作两个行程,观察螺杆与闸门的运行情况,有无异常现象。方可正式运行。



塑料闸门节吊入后与支臂下端连接,并调整面板半径合格。吊入第2节与*节对接,根据厂内预组装时的定位装置定位,并调整检查各项目合格。依次吊入所有门节,与支臂连接好后进行固定,各节之间点焊定位。
2.4、闸门焊接
门叶焊接前用样板检查面板弧度和弧面半径,以及门叶中心偏差等,检查结果合格后,经监理认可,方可进行拼装焊缝的焊接。门叶焊接按分节由下向上依次进行。每个节间焊缝焊接顺序为隔板、翼板、面板。首***行定位焊接,焊接长度为50mm以上,间距为300mm。完成后检查焊接质量,如有缺陷应清除后重新焊接。定位焊后进行正式焊接。焊接面板时安排6~8个焊工采用分段退步对称焊接。将正缝焊接60%~80%后,再进行背缝清根和焊接,然后将正缝焊接完成。每条焊缝均采用多层多道焊,焊缝的层间接头应错开,以保证接头焊接质量。 从事焊接的焊工和无损检测人员,必须是取得资质的合格焊工。焊条的保管、烘烤及使用按已规定的程序严格进行。








 扫一扫
扫一扫